地球環境の保全にむけて
当社は、アナログ半導体を中心とする製品の製造・販売とこれらを活用したソリューションサービスの提供を行なっています。あらゆるモノが電子化されネットにつながるIoT※社会が到来すると、人々や産業活動を支えるあらゆる機器にアナログ半導体が組み込まれ、人々への新たな体験や価値創出を支えるキーコンポーネントとなります。
その結果、例えばアナログ半導体の省エネルギー性能を高めることができれば、さまざまな機器に組み込まれる電子機器の電力消費を削減し、社会全体の環境負荷低減に貢献することも可能です。
そのため、私たちは、自社の事業特性をよく認識し、事業プロセスにおける環境負荷低減だけでなく、製品やソリューションを通じた社会の環境負荷低減に貢献することをめざして、環境保全活動に継続的に取り組みます。
※IoT・・・Internet of Thingsの略で「モノのインターネット」と訳される。「IoTのコンセプトは、自動車、家電、ロボット、施設などあらゆるモノがインターネットにつながり、情報のやり取りをすることで、モノのデータ化やそれに基づく自動化等が進展し、新たな付加価値を生み出すというもの」(出典: 総務省「平成27年度版情報通信白書」第2部第4節「ICT化の進展がもたらす経済構造の変化」)。
環境方針
エイブリック環境方針
私たちエイブリックは、ミネベアミツミグループの一員として、地球環境保護および人類の持続的な発展に貢献するという目的を共有し、環境に配慮した事業活動に取り組み、豊かで持続可能な社会づくりに貢献します。
- 環境負荷低減を目指した環境目標を設定し、環境マネジメントシステムと環境パフォーマンスを継続的に改善します。
- 製品のライフサイクルを通じて省エネルギー、持続可能な資源の利用、有害物質の不使用と非含有に取り組み、「Small Smart Simple」な革新的製品でお客様の満足と信頼の向上を図ります。
- 自然環境破壊、急激な気候変動の緩和、生態系への影響低減のため、汚染の予防に取り組みます。
- 法令、規則および、すべてのステークホルダーからの要求を遵守し、公正、誠実な企業活動を行います。
- この環境方針を全社に周知し、従業員一人一人が当事者意識をもって環境保全活動に取り組みます。
2021年4月1日
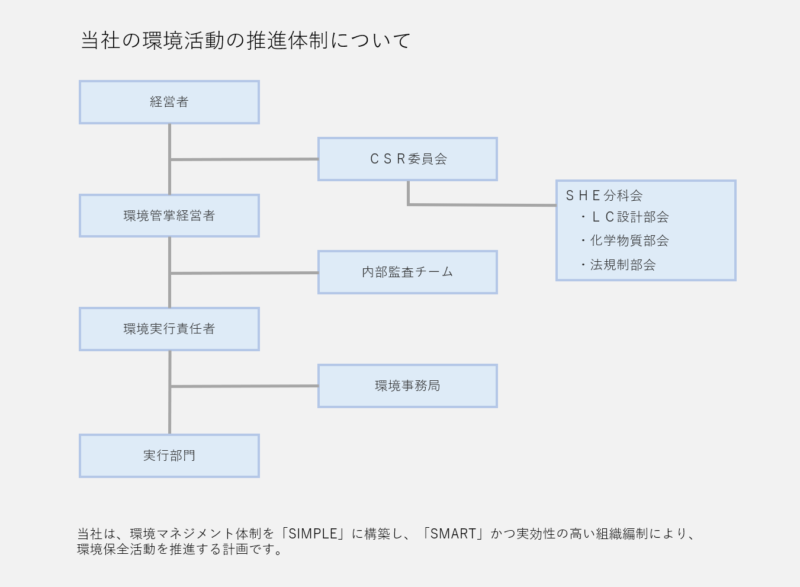
環境マネジメント体制
2018年10月から、エイブリック株式会社として、企業ビジョン「Small Smart Simple」を柱とした、「ISO14001」環境マネジメントシステムの単独認証に向けた取り組みを開始し、2019年7月に認証を取得しました。国際規格ISO14001に則った環境マネジメントシステムにより、PDCAのマネジメントサイクルを確実に回すことで製品及びサービスを含む企業活動そのものを通じて、持続可能な資源の利用、気候変動の緩和及び気候変動への適応に取り組み、環境パフォーマンスの向上に取り組んでいます。
環境活動と実績
当社は環境方針にもとづき、以下の活動に取り組んでいます。
1. 省エネルギー対策
・グリーン商品開発への取り組み
CMOS ICの特徴を活かし、低消費電力の省エネルギー製品の開発を推進しています。
・製造プロセスの省エネルギー化への取り組み
当社では、エネルギー利用量の削減にむけて、「総電力量の前年比1%削減」を目標として取り組みを進めています。この目標達成にむけて、半導体製品の製造工場が主体となり、省エネ型真空ポンプなどの省エネルギー効率の高い設備の導入や、生産状況に合わせた設備の柔軟な稼働・停止などにより、製造プロセスの省エネルギー化を推進しています。
・その他の省エネルギーへの取り組み
Web会議システムの導入などにより、省エネルギーの実現に積極的に取り組んでいます。
2. ゼロ・エミッション(最終処分場への廃棄物ゼロ)への取り組み
半導体製品の製造工程で使用するエッチング液、洗浄水、梱包材などのリサイクル化を積極的に推進し、廃棄物削減に取り組んでいます。 また、スタッフ部門でもゴミの分別回収はもとより、日常業務で消費する用紙類のリサイクル化を積極的に推進し、廃棄物削減に取り組んでいます。
3. 化学物質管理
・化学物質の影響緩和活動
化学物質を安全に管理し、人の健康や環境に悪影響を与えないために、製造工程で使用する化学物質のうち、PRTR法で指定される対象化学物質とVOC(揮発性有機化合物)の排出量・移動量を確実に管理しています。
また、オゾン層破壊物質の早期全廃(特定フロン1992年8月、トリクロロエタン1993年11月)、塩素系有機溶剤の自主的全廃(1999年3月)、代替フロンHCFC-141b(地球温暖化ガス)の全廃(2000年3月)を完了するなど、その他の化学物質についても排出量の適正管理と削減に取り組んでいます。
・鉛フリーめっきへの取り組み
グローバルに拡大する製品含有化学物質規制に対応し、当社の半導体製品のリード部のはんだメッキについて鉛フリー化を2003年12月に達成しました。
・めっき装置の導入
有害化学物質の使用管理を徹底すべく、外装はんだめっき工程を外部委託から一部内製化への切り替えを推進しています。また、めっき工程の排水管理も徹底し、有害排液はすべて産業廃棄物として適正処理を行っています。
・有害化学物質の代替化の推進
工程で使用する洗浄剤のひとつであるNMP(N-メチル-2-ピロリドン)は非常に高い溶解性を持つ有用な洗浄剤でしたが、有害性が確認されたため、他のシンナー液で代替し、洗浄剤としてのNMPの使用を2021年6月に撤廃 しました。
・REACH規則、RoSH指令への対応
欧州のREACH規則、RoSH指令をはじめとした環境関連の法規制、及び関係する社会的要請に応えるため、グリーン購入の自社基準を策定し、サプライチェーンを通じて、購入する物品の含有化学物質情報を入手し、規制物質の管理を徹底するとともに、必要に応じて適切に自社製品の販売先等への伝達を行っています。
4. 環境配慮型製品設計への取り組み
新製品の開発では環境アセスメントを実施し、禁止対象物質や規制対象物質の含有の有無等を調査しています。また、製品に使用する原材料等についてはSDS(安全データシート)を通じて環境への負荷や安全性に関わる情報を入手・評価した上で採用の有無を判断し、製品設計段階から環境負荷の削減に取り組んでいます。
5. グリーン購入への取り組み
当社で設定している「グリーン購入基準」に基づき、仕入れ先様にご協力いただき、環境に配慮された物品の優先的購入を推進しています。
6. 地球温暖化対策
2022年のCO2排出量は46,888t-CO2、CO2排出原単位は1.20t-CO2/百万円でした。
7. 資源の効率的利用
2022年度の産業廃棄物総発生量は883t、最終処分量は2.04tで、再資源化率は99.8%以上でした。また、水資源利用量は200,448m3でした。2023年度以降も引き続き資源利用量の低減に取り組みます。
廃棄物総発生量と再資源化率(2022年度)
| 汚泥 | 201,076kg |
|---|---|
| 廃油 | 785kg |
| 廃酸 | 43,090kg |
| 廃アルカリ | 42,910kg |
| 廃プラ | 134,672kg |
| 木屑 | 2,677kg |
| 金属屑 | 2,362kg |
| ガラス屑等 | 1,602kg |
| 特管(*)廃油 | 13,543kg |
| 特管(*)廃酸 | 71,774kg |
| 特管(*)廃アルカリ | 30,750kg |
| 特管(*)有害 | 194,548kg |
| 特管(*)感染 | 0kg |
| その他 | 142,961kg |
| 計 | 882,750kg |
*特管・・・特別管理産業廃棄物の略。通常の廃棄物よりも厳しい規制があります。
| 総廃棄物発生量 | 882,750kg |
|---|---|
| 最終処分量 | 2,045kg |
| 再資源化量 | 510,965kg |
| 減量化量 | 369,739kg |
| 再資源化率 | 99.768% |
*上記実績は当社製造拠点である高塚事業所および秋田事業所における実績値です。
8. 水資源の効率的利用
当社では、生産活動における水資源の利用については中長期的に見て潜在的なリスクがあることを認識しており、水資源と生物多様性の保全および経営リスク低減の両面から、水資源の効率的利用と水質の保全活動に取り組んでいます。
[高塚事業所]
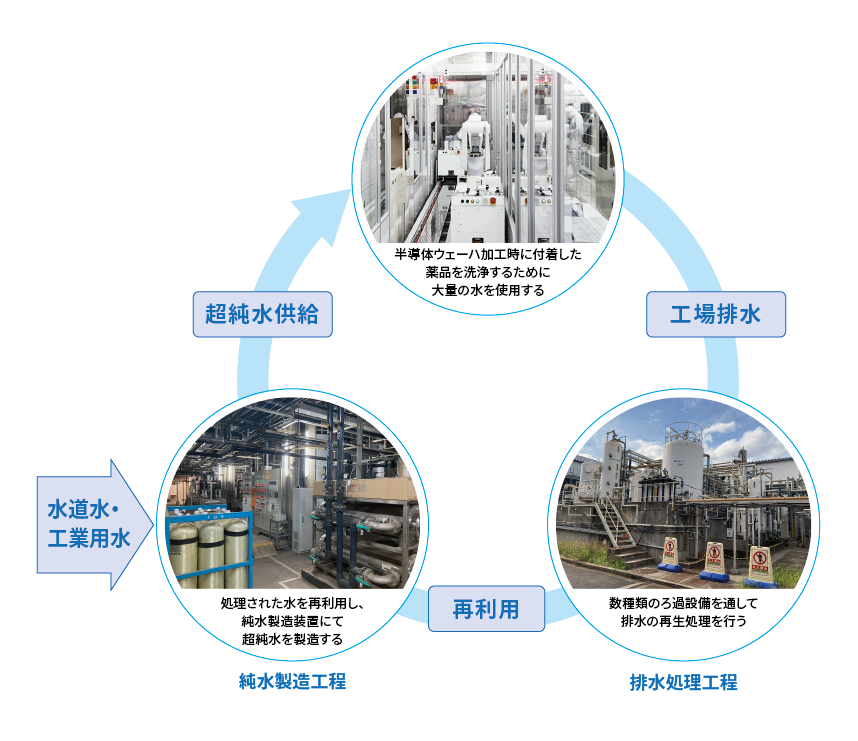
水資源の効率的利用としては、水の再利用量について数値目標を設定して活動に取り組んでいます。具体的には、水の使用量の多い半導体前工程を担う工場において、超純水の製造における再生水利用量・利用率を集計し、毎月評価・見直しを行って水資源の効率的利用につなげています。
水の再利用では、生産工程における排水回収効率の向上に取り組んでおり、水の再利用率は2019年度43.0%、2020年度47.2%、2021年度46.4%、2022年度46.9%の実績となっています。2023年度は40.5%で推移しています。こうした取り組みにより、継続的に水の循環利用率40.0%以上を維持することを目指しています。
また、水質保全にむけた取り組みとして、工場排水の定期的な水質モニタリングを実施し、河川等の放流先の水質汚濁の防止に取り組んでいます。
工場排水再利用の仕組み(高塚事業所 <前工程>)
【水の再利用状況(高塚事業所)】
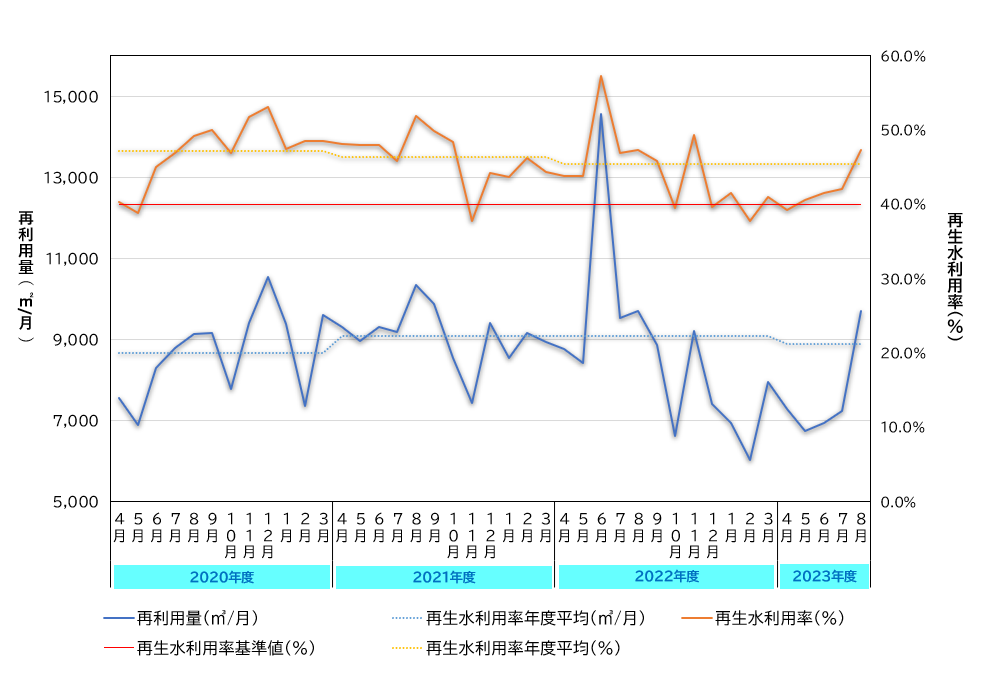
再生水利用率基準値を40%とし、再生水利用率を毎月集計してその推移を確認しています。
基準値を下回る場合や再生水利用率の低下傾向が見られるときはアクションを起こします。
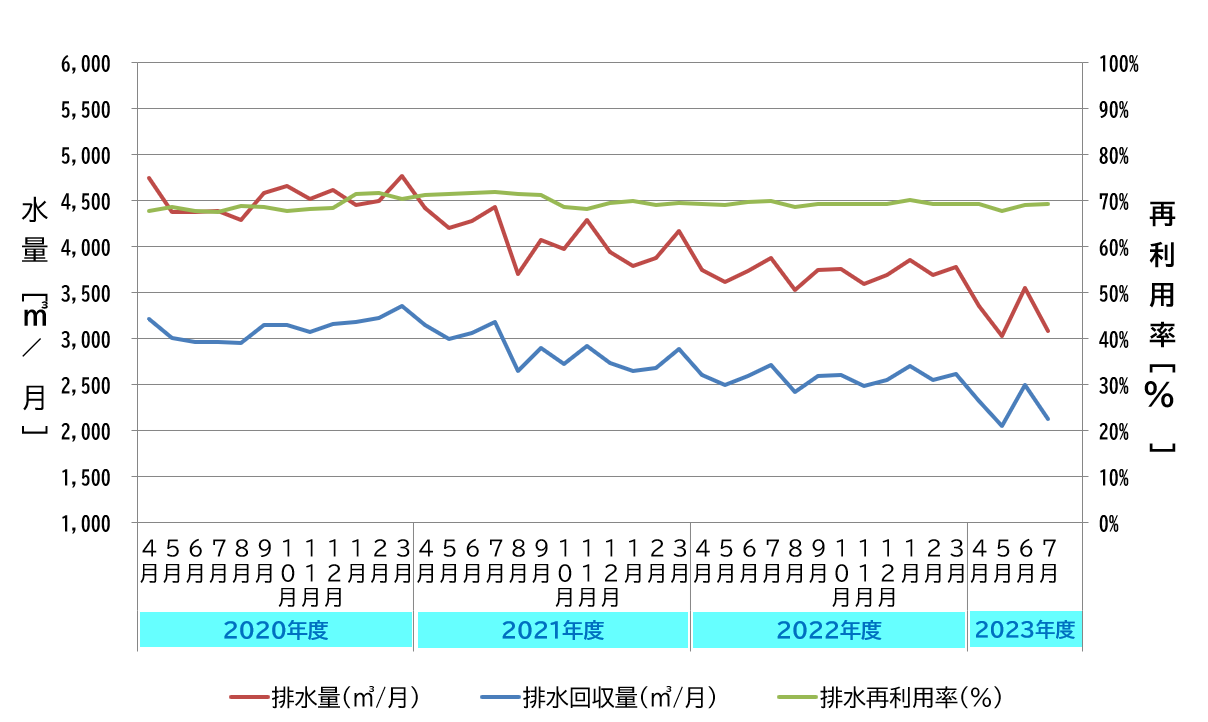
[秋田事業所]
秋田事業所では、水の使用量が多いダイシング工程(DC)、バックグラインド工程(BG)において排水リサイクル装置を導入し、装置排水の再利用を積極的に行い原水となる地下水取水量の削減のほか、河川への放流水量の削減にもつなげて、環境負荷の低減を目指しています。
現在、装置排水の再利用率は55%前後を維持しており、今後は再利用率60%を目標として排水リサイクル装置の最適運用による再利用率の向上に取り組んでいきます。
また、水質保全活動では、工場排水の定期的な水質モニタリングを実施し、河川への水質汚濁の防止に取り組んでいます。
工場排水再利用の仕組み(秋田事業所 <後工程>)

【水の再利用状況(秋田事業所)】